Slewing bearings are a common mechanical part in industrial equipment. They have many good properties and advantages that can increase productivity in industrial production. However, in the long-term use of the slewing bearing, various failures will inevitably occur. The methods for solving various failures are as follows:
1. The newly purchased slewing bearing product is not flexible. Please check the production date of the slewing bearing. If the time is long (such as more than half a year) and the weather is cold, there may be a large viscosity of the grease in the raceway, which may cause malfunction (cold area, winter is more prominent).
Remedy: If it can work after the afterburning and no other abnormalities can be used normally; if there is abnormal noise, check whether there is serious trauma during transportation, and feedback the information to our company’s sales service department.
2. It is not flexible after installation. It may be that the mounting surface of the main assembly does not cooperate well with the mounting surface of the slewing bearing, so that the axial clearance of the slewing bearing after installation cannot compensate for the deformation of the slewing bearing, and the slewing bearing is in a negative clearance state, and the rolling elements are difficult to operate in the raceway (sometimes accompanied by different Sound); or poorly meshed gears; or foreign objects in the large and small gears. Remedy: a. Rework the host installation plane so that the installation plane meets the requirements; or use the gasket filling method.
b. Resize the gear meshing backlash as required, paying particular attention to the maximum position of the gear runout.
c. Check that there is no foreign matter in the meshing position of the large and small gears.
d. Replace a slewing bearing with a slightly larger gap.
(3) Inflexible operation during use
a. Lack of grease, fill as required
b. The sealing strip is damaged, causing foreign matter to enter the raceway (if the working condition is poor, the dust in the raceway invades the dust, etc.).
c. Check the meshing of the large and small gears, with or without foreign objects or broken teeth. If the above measures are taken, the slewing bearing cannot be rotated, and there may be a failure in the raceway. Please inform our after-sales service department.

2. The slewing bearing that has just been shipped from the factory will give a uniform sound of the rolling of the steel ball during idling, which is normal. The slewing bearing is accompanied by a different kind of abnormal sound when it is installed after installation, which is called abnormal noise.
(1) The slight abnormal sound of the new product when it is idling, it will naturally disappear after turning for dozens of laps. If it does not disappear, it may be caused by slight deformation of the slewing bearing during transportation. However, if the operation is flexible and normal, it can be installed and used with confidence, and it will disappear naturally after a period of use. If the sound is loud or after a period of use (usually 2-4 months) has not disappeared, you should contact me in time.
(2) After the assembly, abnormal operation occurs during the test run. It should be checked whether the installation surface is level and meet the requirements. If the unevenness of the installation surface does not meet the requirements, the negative gap of the raceway will be generated and the noise will be abnormal. The treatment method is the same as “the operation after installation”. “Flexible”; or poorly meshed gears, loose when tight, and excessively tight at the maximum position of the tooth jump to produce abnormal noise.
(3) Abnormal noise is generated during use. (First of all, it should be determined whether the sound is emitted by the slewing ring. Some steel structures or other components make a sound, which is often mistaken for the sound of the slewing ring. Therefore, the rotation of the slewing ring can be stopped. Other components are in normal operation to discriminate the source of the sound. There are several reasons: the grease is missing in the raceway, and the rolling body and the block collide to make a sound. This sound can be eliminated after oiling in time; the raceway is mixed with foreign matter such as sand and iron. Such as scraping, this situation is often accompanied by difficulty in turning (generally this situation is prone to occur in harsh environments). At the same time, it should also pay attention to whether the sealing strip is damaged; the mounting bolt is loose, resulting in elastic deformation of the slewing bearing, negative gap in the deformation position, etc., to eliminate the above situation, such as the slewing bearing still has abnormal noise, please contact me.
3. After the slewing bearing is loaded, the clearance is about 3-5 times of the factory inspection (three-point inspection method), and can be used continuously within this range.
(1) The mounting bolts are loose, causing them to shake during work. Please inspect all inner and outer ring mounting bolts and tighten as required.
(2) The steel structure supporting the slewing bearing is not rigid enough, and elastic deformation occurs during loading, resulting in overall swaying of the slewing bearing. Increase the strength of the supporting slewing bearing steel structure.
(3) Check whether the operation is overloaded and operate in strict accordance with the regulations.
(4) Long-term overloading and causing the raceway to collapse, and the clearance is too large. Please let me know if this happens.
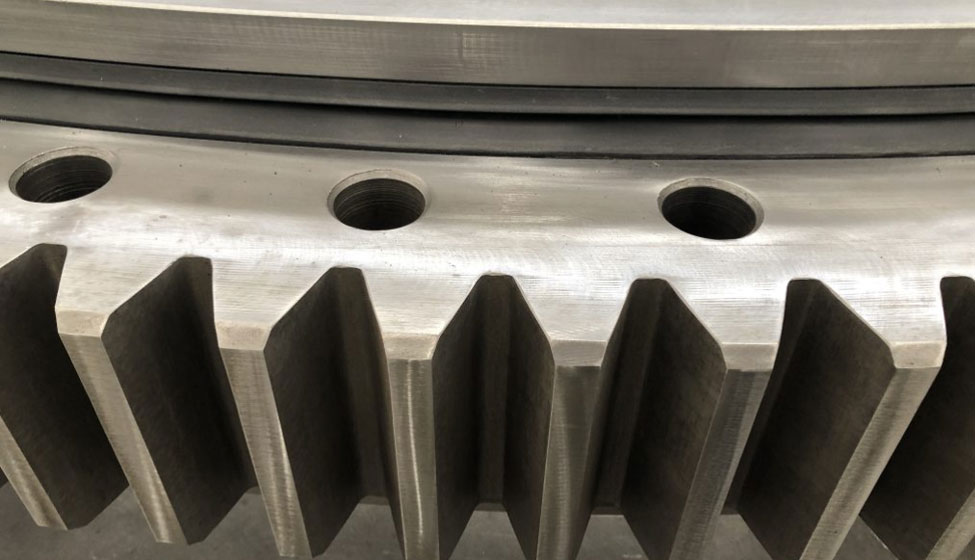
4. When there is a broken tooth in the broken tooth slewing bearing, the site should be protected and the company’s after-sales service department should be notified immediately for analysis and processing. (1) Broken teeth are often directly related to installation, and there are mainly the following reasons:
a. When installing the large and small gears, the side gap is not adjusted properly, and the requirements are not met, resulting in poor gearing of the two gears during operation. The backlash should be adjusted as required.
b. The meshing gap adjustment is not performed with the pinion gear at the maximum position of the tooth jump as required, causing the pinion gear to become stuck when the meshing gear is engaged with the maximum position of the large gear tooth jump. The meshing adjustment should be made with the pinion in the position where the green paint is applied, and the test operation should be carried out after adjusting according to the requirements.
c. The axis of the large and small gears is not parallel. After installation, the large and small gears mesh poorly, causing broken teeth. It should be ensured that the two gear axes are parallel.
d. The slewing bearing mounting bolts are not tightly fixed, and the large and small gears are poorly engaged, causing broken teeth. The bolts should be tightened as required.
(2) aspects of use
a. Violation of the operating procedures, overload and tell the rotation, the host collides (sweep) obstacles and so on. It should be operated strictly in accordance with the operating procedures.
b. Foreign matter is caught when the slewing bearing is engaged with the pinion. The size of the gears should be clean and checked frequently. Common faults and troubleshooting methods for slewing bearings
Slewing bearing is an important device of industrial machinery. It is a mechanical “joint”. Without slewing mechanical equipment, there is no good activity. Therefore, daily troubleshooting is very important, which not only guarantees the service life of the slewing bearing, but also Improve the utilization of slewing bearings, reduce maintenance costs and reduce costs. The slewing bearing is a more professional mechanical device, and it is also a special load that can withstand large axial loads, radial loads and overturning moments, and combines various functions such as support, rotation, transmission and fixing. Large bearing with structure. In the course of use, it will inevitably cause damage to the bearing. Its maintenance and maintenance also needs to be very careful. What is the specific maintenance operation procedure? Below, I will summarize some points for you to pay attention to, and we will introduce the common faults and troubleshooting methods of the slewing bearing device.
1. Rolling surface metal peeling The slewing bearing rolling elements and the inner and outer ring raceways are subjected to periodic pulsating loads, thereby generating cyclically varying contact stresses. When the number of stress cycles reaches a certain value, fatigue peeling occurs on the rolling element or the inner and outer ring raceways. Measures: First remove the roller or steel ball in the slewing ring to separate the inner and outer rings; then clean the raceway with gasoline; then use a sander (grinding wheel) to carefully produce around the needle stripping area of Microsoft Corporation of the United States. Grinding the hardened layer of the crack, grinding the bottom of the stripping layer; preheating the welding torch with the welding torch for the raceway, and welding with the medium carbon steel electrode (the electrode must be dried before use and used with baking) ), to make the solder layer slightly higher than the surface of the raceway 1-2mm.
2. The high-precision slewing bearing of the burned burn of the slewing bearing has a tempering color on the raceway and the rolling element. The causes of burns are generally insufficient lubrication, the quality of the lubricant does not meet the requirements or deterioration, and the bearing assembly is too tight. Measures: partial repair welding or insert repair, the local repair welding method is: firstly grind the residual crack base of the damaged part with a portable grinding wheel, clean it with gasoline (oil); use the welding torch to preheat in this part, when it reaches After a certain temperature, the medium carbon steel electrode is used to weld the shape of the tooth in the damaged part of the tooth, so that it is 1-2mm higher than the tooth surface of the party; the experienced machine repair fitter is selected according to the tooth shape test until the tooth The shape meets the requirements.
3. Plastic deformation of slewing bearing Non-uniform pits appear on the contact surface between the raceway and the roller with high precision slewing bearing, indicating that the bearing is plastically deformed. The slewing bearing is subjected to a large static load or impact load, and the local stress of the working surface exceeds the yield limit of the material, which generally occurs on a low-speed rotating bearing. Measures: If the deformation is serious or the area is large, the layered welding should be carried out in layers, and the temperature of the base metal should not be too high to cause deformation; this avoids the rapid cooling to produce welding cracks, and the heat preservation measures should be taken immediately after welding to gradually cool him. . After cooling, use a sander to smooth the repair layer so that it is slightly higher than the raceway surface. Gradually repair the repaired weld layer with a whetstone or metallographic abrasive cloth to make it conform to the height of the normal surface of the raceway, with the corresponding original curvature. The sample is tested until it is qualified; the grease is cleaned on the raceway and the roller (steel ball) and assembled into one.
4, the slewing bearing seat crack bearing seat ring cracks may be caused by high-precision slewing bearing too tight, high-precision slewing bearing foreign or inner ring loose, bearing containment parts deformation, mounting bearing surface processing and so on. Action: When a whole seat is damaged, it can be cut along the root of the tooth, and then the root of the tooth ring is shaped into a certain shape. Then, a tooth is registered and cut on the same kind of waste seat ring, and processed into a shape corresponding to the base material, and then placed in the groove, and the positioning is clamped by the seat-shaped template. In order to ensure the consistency of the seat distance, and use the double wire clamp to increase the value, and then weld around the seat with low carbon steel. Finally, the weld is flattened with a tool such as a file.